
Custom Flight Case for Professional Optical Equipment
A Superior Aluminum & Steel-Reinforced Solution
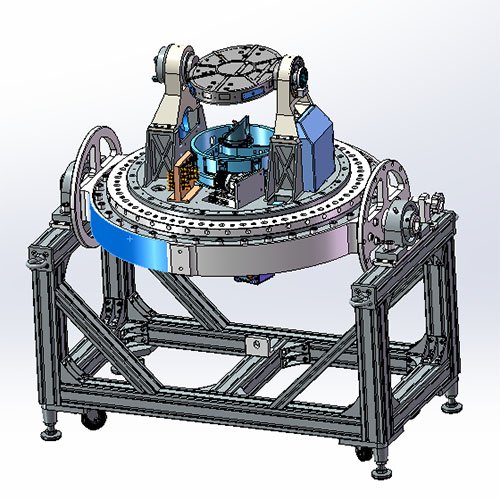
Transporting and storing high-value, sensitive optical equipment demands a protection solution that excels in durability, intelligence, and operational efficiency. When faced with this critical challenge, our team engineered a bespoke custom flight case that transcends standard offerings.
This aluminum case framework, integrated with a robust internal steel skeleton, was meticulously designed from the ground up to meet exact specifications for shock absorption, equipment fixation, and long-term reliability under rigorous transit conditions.
Transforming a Client Challenge into an Engineering Triumph
Our collaborative design process began with a clear objective: absolute protection without compromising accessibility. The journey to the perfect solution involved a key pivot:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
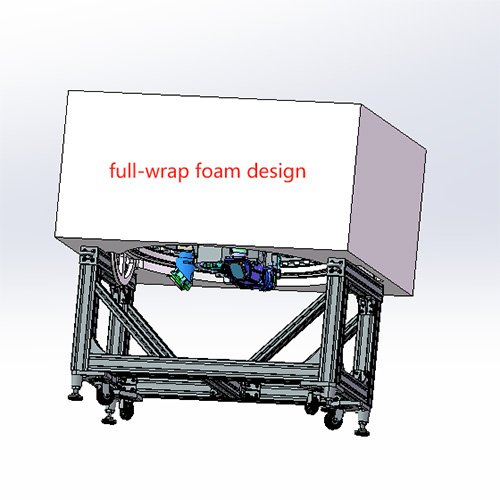
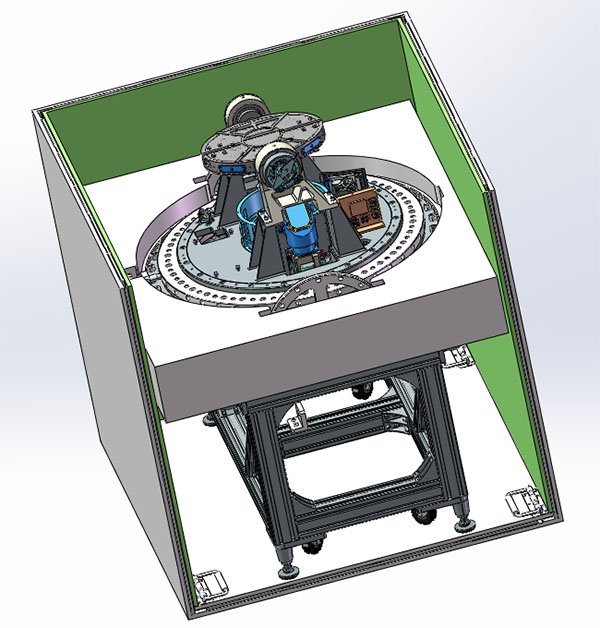
.Initial Challenge: The Full-Encapsulation Design.
Our first prototype employed a comprehensive full-wrap foam design, intending to cradle every surface of the optical device and its top-mounted lens. While theoretically secure, client feedback revealed a significant operational drawback: the time-consuming and cumbersome process for loading and unloading the equipment made it impractical for daily use.
{kind=link}
{kind=link}
{kind=link}
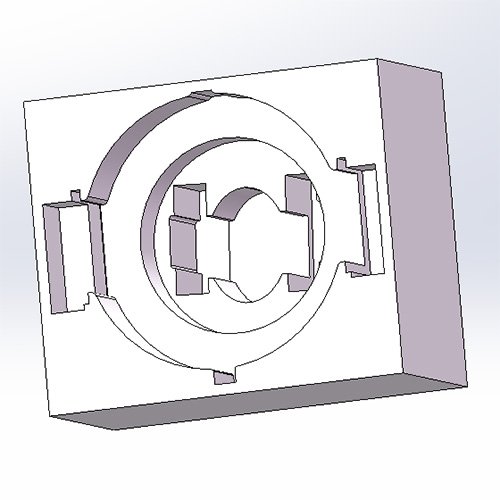
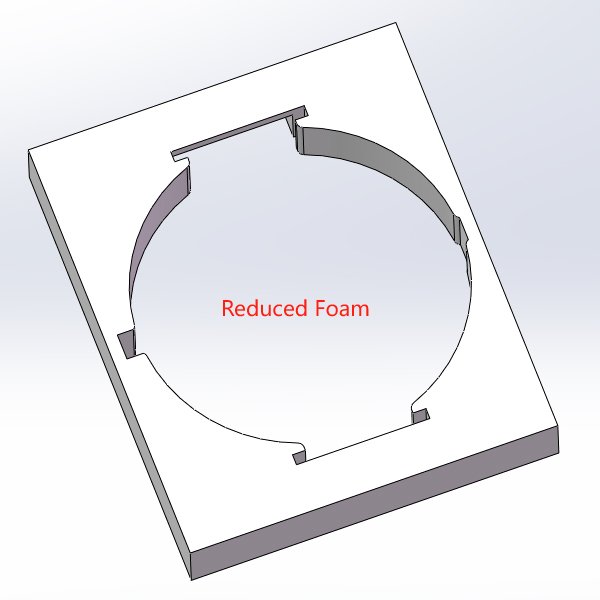
..Optimized Solution: Strategic, Intelligent Fixation..
Heeding this feedback, we pioneered a smarter approach for the final custom flight case. We abandoned the bulky full-wrap method in favor of precision-engineered, strategic foam cut-outs that securely anchor the equipment at its key structural points. This ingenious aluminum case design achieved a remarkable 75% reduction in foam usage, significantly lowering weight and cost without sacrificing performance. The holding power and stability of this optimized layout were rigorously validated and approved by the client, proving that superior protection could indeed be user-friendly.
Uncompromising Features of Our Heavy-Duty Flight Case
Every aspect of this custom flight case is purpose-built to safeguard your critical investment:
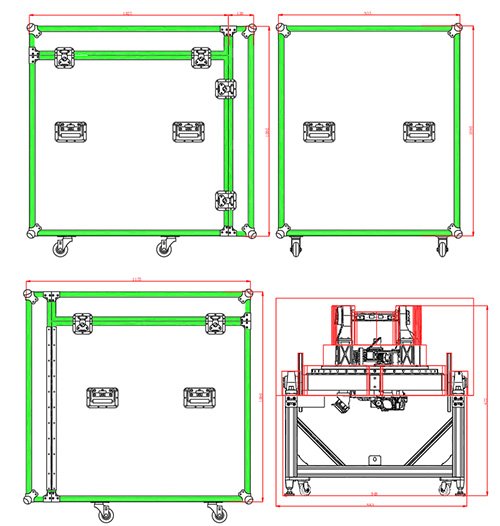
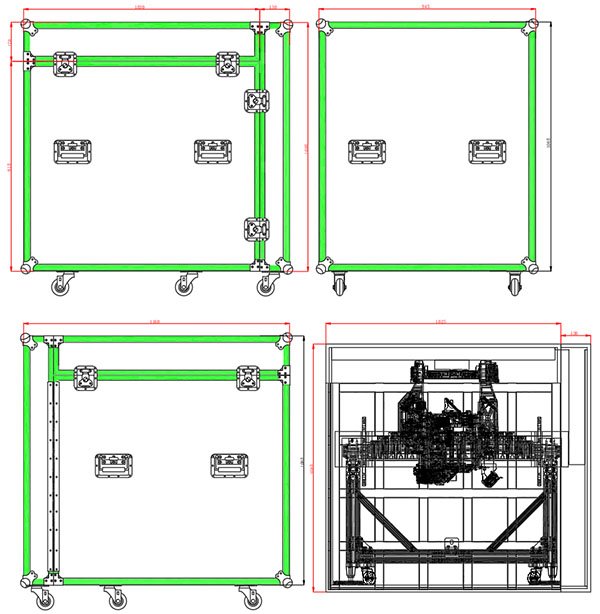
· Hybrid Aluminum Case & Steel Frame Reinforcement: The exterior leverages the lightweight strength of a premium aluminum case structure, while an internally integrated steel frame along the base and sides provides unparalleled structural integrity and crush resistance. This dual reinforcement ensures the case can withstand the demands of frequent shipping and handling.
· Targeted High-Density Foam Cut-Outs: The main equipment platform is secured via CNC-milled cavities in high-resilience foam. This ensures a perfect, snug fit for the device, eliminating any movement that could lead to internal damage during transit.
· Advanced Spring-Buffered Wheel System: Going far beyond standard casters, the base is equipped with a specialized spring shock-absorption system. This critical feature acts as a primary defense, isolating the delicate internal components from the damaging shocks and vibrations encountered when rolling over uneven surfaces.
· Dedicated Recessed Lens Stabilization: Recognizing the sensitivity of the top-mounted lens, we implemented a simple yet highly effective recessed foam channel. This design positively locks the lens in place, preventing any shift in position and ensuring optical alignment remains perfect.
This custom flight case is more than just a container; it is the result of a dedicated partnership and a refined engineering process. It represents the ideal synergy between the rugged, protective qualities of a heavy-duty aluminum case and the intelligent, tailored design of a truly bespoke protection system. If your equipment demands the highest standard of care, contact us to begin the conversation about your own tailored security solution.
Flight Case Physical Images Sharing



